

柏洋通信
柏洋通信
2019.09.17
柏洋通信VOL101
「ふみこ農園」さんを訪問しました。

◆本社を訪問すると、文子社長のイラストが優しく出迎えてくれます。

◆2016年に本社に隣接して新工場が落成しました。








◆本社社屋にはショールームが併設されていて、「ふみこ農園」さんの全ての商品に触れることができます。いずれもガラスびんの良さや特性が活かされたものばかりです。
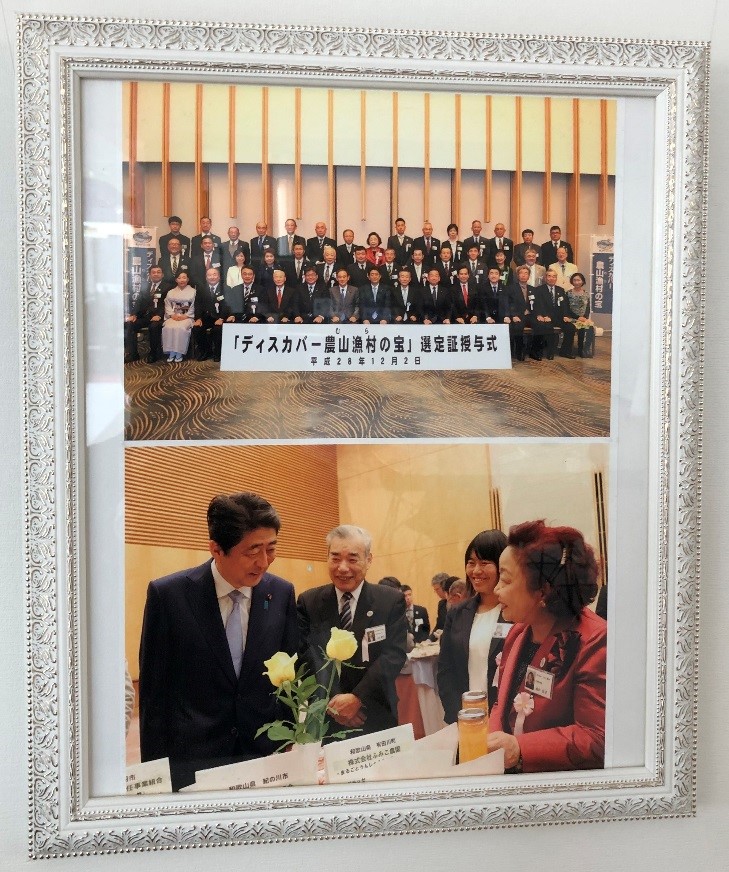
◆事業を通じて地域を元気にしていることが評価され、「ディスカバー農村漁村の宝」に認定されました。首相官邸で行われた選定授与式と交流会に、文子社長も出席されました。

◆向って左から西浦部長、文子社長、晃子専 務。「ふみこ農園」さんの成長を支えるトライアングルです。
こうして「フルーツコンポートセット」は大手ネット通販サイトの「グルメ大賞」を2年連続で受賞。スイーツ部門の人気ランキングで常に上位を占めるまでになりました。類まれなアイデアと行動力の文子社長。そのアイデアを商品というカタチにする西浦部長。そしてその商品をヒット商品に仕立て上げる晃子専務。それぞれの分野の才能が強固なトライアングルを形成し、「ふみこ農園」さんの今があるのだと理解できました。これからも「ふみこ農園」さんから目が離せません。
七島 徹
2019.09.11
柏洋通信VOL100
東京インターナショナルギフト・ショーに行ってきました。



◆会場は青海会場とビッグサイト西ホール・南ホールの2カ所に分かれて開催されました。
そのためこの大きなイベントも、ゆりかもめのお隣りの駅にある青海会場と、ビッグサイトの西ホール・南ホールの2カ所に分かれての開催となりました。青海会場とビッグサイトの間には無料のシャトルバスが運行されていて、10分程度で移動できるのですが、それでも見る側からすると、随分と不便を感じるものです。東京オリンピック・パラリンピックの成功のためには、我慢しなければならないと分かってはいるのですが。
さらには、ジャパンクールの世界的な潮流の中で、和の商品はもとよりそれらを支える匠の技にも注目が集まり、会場には様々な伝統技術を披露する場も設けられています。今やギフトの世界もモノ消費だけでは飽き足らず、コト消費へと多様化してきていることがうかがえます。


◆福島県のにこにこ農園さん。「ドラマチックレイン」という名のバラの花びらで、コンフィチュールを作りました。バラは鑑賞するだけでなく、体に良い食材として注目されています。

◆徳島県のナカガワ・アドさん。色鮮やかなピ クルスたちがガラスびんのなかで踊っています。FOODEⅩ美食女子アワード2019で金賞を受賞されました。

◆福島県の薬膳王国さん。フルーツ王国福島で自ら体に良い食材を育て、薬膳の魅力を広げています。



◆福島の素晴らしい食を全国に発信するため、「ふくしま満天堂」のブランドで積極的に展開しています。もちろん容器には当社の製品が数多く採用されています。
「ふくしま満天堂」もそうした活動の一つです。「生産者としての誇りをかけて育てた食材。だからこそ、自らの手で理想の逸品を作り、本物のおいしさを届けたい(ふくしま満天堂HPより抜粋)」。福島県は海の幸山の幸に恵まれた食の王国なのですが、残念なことにまだまだ全国的な知名度では今一つということも事実です。そうした中で知られざる銘品や、まだまだ埋もれている原石のような商品を、「ふくしま満天堂」としてブランド化し、全国に広くアピールするのが狙いです。うれしいことに今回出展されている商品にも、当社のガラスびんが数多く使われていました。
七島 徹
2019.09.06
柏洋通信VOL99
第59期キックオフミーティングを開催しました。


◆当社の研修室でこれだけの人数が一堂に会したのは初めてのこと。おかげで話す側にも聞く側にも、良い意味での緊張感をもったキックオフミーティングになりました。


◆最後に全員が立ち上がって二人一組になり、お互いに今期の取り組みの担い手は「あなた」であり「私」であることを確認し合いました。


◆同時に永年勤続、QCサークル活動、改善提案活動の表彰式も行いました。
新たな期を迎えるに当たり、8月30日に恒例となっているキックオフミーティングを開催しました。今回も交代勤務者が最大限出席可能な状況を考慮し、色替えの初日としました。尚、15回目に当る今回の色替えについては、後日柏洋通信で取り上げる予定です。

◆懇親会の会場で、新たに加わった仲間たちが紹介されました。ベトナム人技能実習生たちも懸命に日本語で自己紹介を行い、拍手喝さいを浴びました。


◆当社のような交代勤務者の多い業態では、懇親会は日頃接する機会の少ない他の職場と交流する貴重な機会です。ビンゴ大会で大いに盛り上がり、短いながらも有意義な時間になりました。
キックオフミーティングの冒頭で、私から前期の収支報告と今期の計画、並びに社長方針を発表。会場となった3階の研修室にはパートさん、ベトナム人技能実習生を含む総勢120名余りが肩も触れんばかりにぎっしりと並び、かえって従来以上に濃密かつ一体感を感じさせる会になったと感じています。
最後に全員で声を一つにして、一人ひとりが主体的に課題に取り組み、成果を勝ち取ることを確認し合いました。続いて永年勤続者、QCサークル活動、改善提案活動の表彰が行われ、その後お待ちかねの懇親会へと進みました。
七島 徹
2019.07.22
柏洋通信VOL98
インテリア・ライフスタイルTOKYO2019に行ってきました。



◆ひとつ先のトレンドや粋を凝らしたデザインに出会えるのはもちろんのこと、商品の見せ方や演出方法も含め、デザインの神髄に触れることができる展示会です。
今回ひときわ目を引いたのは、日本独自の美意識をカタチにしたジャパンスタイルと、今や女性の心を捉えて離さない北欧スタイルです。ジャパンスタイルでは伝統工芸の制作実演を、北欧スタイルではアーティストやデザイナーによるトークショーなど、デザインが生まれ、それぞれの風土の中で育まれ、やがて文化にまで昇華していく過程をより深く理解できる企画に興味を惹かれました。この場を訪れていつもながら感じるのは、デザイン力の素晴らしさです。売らんがためのデザインには、カッコは良くてもあざとさが付きまといます。心ふるえるデザインには、もちろんシンプルで使い勝手の良さもありますが、それ以上に持つ人、使う人の気持ちを高揚させる、ワクワク感があるのだと思います。

◆FOODISTとは「食に関心のある人」や「グルメ」の意味ですが、今年もこのコーナーには、内外から「グルメ」には堪えられない選りすぐりの商品が集まりました。
今回もFOODISTとネーミングされたコーナーには、数は少ないながらもデザインとパッケージに工夫を凝らした商品が並びました。もちろんガラスびん入りの食品も展示され、当社の製品をお使いのお客様にも出会うことができました。


◆能登・輪島の谷川醸造さんとは昨年もこの場でお会いしました。伝統製法にこだわりつつ、ラベルのデザインに洗練されたセンスが光ります。糀を使ったディップソースに当社の製品をお使いいただいています。


◆三宅商店さんのカフェ工房ジャムは、地元岡山の良質な果実をふんだんに使った、見た目にも美味しい商品です。女性に人気の「はらぺこあおむし」や「ムーミン」など、海外のキュートなキャラクターデザインをパッケージに展開するなど、トレンドとデザインへの感度は抜群です。
七島 徹
2019.07.04
柏洋通信VOL97
大七酒造さんを見学してきました。

◆見学当日は太田社長自ら案内していただきました。今では通年で酒造りを行う蔵も増えているようですが、ここ大七酒造さんでは秋に収穫された米を使い、10月に入ってから酒造りをスタートさせます。あくまで年1回、冬の厳しい寒さの中での酒造りにこだわっています。
日本酒通なら知らない人はいない超人気酒蔵が、当社の工場が立地する福島県二本松市にあります。それが大七酒造さんです。
二本松市は酒どころ福島県の中でも、全国区で名の通っている酒蔵が幾つもあることで知られています。日本酒には良いお米と良い水が欠かせません。安達太良山の麓に位置する二本松市は、良質で豊かな水に恵まれ、酒造りの条件が整っていると言えるでしょう。それに加え、大七酒造さんは創業以来の生酛造りの製法を磨き上げることで、今や国内はもとよりワイン(醸造酒)の本場ヨーローパでも数々の賞を受けるなど、世界レベルの評価を確固たるものにしています。
大七酒造さんの太田社長とは日頃から懇意にさせていただいており、かねてより工場を一度見せていただきたいと思っていたのですが、太田社長は自らトップセールスで海外を飛び回る超多忙な方なので、中々スケジュールが合わず、7月1日にようやく実現の運びとなりました。当日は当社もお世話になっている運送会社の方々とご一緒しました。



◆原料の米は強力な火力で一気に蒸し上げることで、理想的な状態に仕上がります。これに耐えられるのは、重厚な鋳物造りの羽釜をおいて他にありません。新たな造り手が見つからず、しばらく廃業した酒蔵から中古の羽釜を譲り受けて凌いできました。うれしいことに数年前に岩手県で業者が見つかり、予備も含めて三釜を発注しました。ここにも太田社長のこだわりが生きています。
大七酒造さんは創業1752年、太田社長で10代目を数え、代々当主は七右衛門を名乗ります(現在は9代目のお父様)。
現在の工場は道路の拡幅工事に合わせ、東日本大震災の直前から建て替えが始まり、何期かに分けて工事を進め現在に至っています。工場の外観は日本酒の酒蔵のイメージとはかけ離れた、まるでヨーロッパの古い街並みを髣髴させる優雅な佇まいです。ところが、中に入ると今ではほとんど見かけることのない鋳物でできた羽釜や、昔ながら木桶が据えられるなど、創業以来の伝統的な製法である生酛造りにとことんこだわっていることが見て取れます。
一方で昔ながらの酒造りに固執するだけでなく、独自で最新の技術を開発する新規性も持ち合わせています。原料の米は表面の糠を削り落とすことで、雑味のないすっきりとした味に仕上がります。とはいえ、単に削れば良いというものではありません。現在の主流は米を真ん丸に削っていくのですが、米自体が球体ではないのですから、これでは削りすぎる部分と削り残しの部分ができてしまいます。
そこで大七酒造さんではその難問を解決するため、独自に超扁平精米技術を開発。米のどの部分でも糠を十分に除去できる理想的な精米状態を実現し、お酒の味と風味を飛躍的に高めることに成功しました。

◆蒸米、麹、水を仕込む山卸作業は生酛造りの重要な部分です。決して機械に任せることなく、人手をかけてじっくりと行います。

◆仕込み蔵には今ではほとんど見られなくなった大きな木桶が5基並んでいます。実に壮観な眺めです。中には大正12年と記されたものも。ここでも人手と時間を贅沢にかけ、特別に吟味されたお酒が醸されます。
太田社長は「生産能力を大きくしたくて新工場を立ち上げたのではありません。品質を損なうことなく低温で熟成・貯蔵できるスペース(セラー)を確保したかったのです」と言います。それは在庫を抱えることを意味しますから、経営的にはマイナスではあるのですが、特別に吟味して醸した純米酒や吟醸、大吟醸は数年寝かせることで熟成が進み、旨みが増すのだそうです。
近頃琥珀色に変化した古酒も見かけるようにはなりました。それでも日本酒は造りたて、搾りたてが一番うまいと思っていた私には、これはある種の驚きでした。しっかりとした造りだからこそ、時間の経過がお酒をおいしくしてくれるのであって、生半可な造りではそうはいかないとのこと。生酛造りとは、正にそうした骨太な製法なのだと実感したところです。
さらに驚かされたのは、日本酒の熟成方法でした。それはワインなどと同様にガラスびんに充填した後、きちんと管理された冷暗所(セラー)で保管します。タンクに入れたままでは上部の空間に溜まった空気が悪さをし、思ったように熟成が進まないのだそうです。これは我々ガラスびんメーカーの身びいきなどではなく、ガラスびんの容器としての優秀性を証明する例と言えるのではないでしょうか。
良質な日本酒とガラスびんは、切っても切れない関係です。改めてガラスびんの価値を認識させてくれた、うれしい一日となりました。
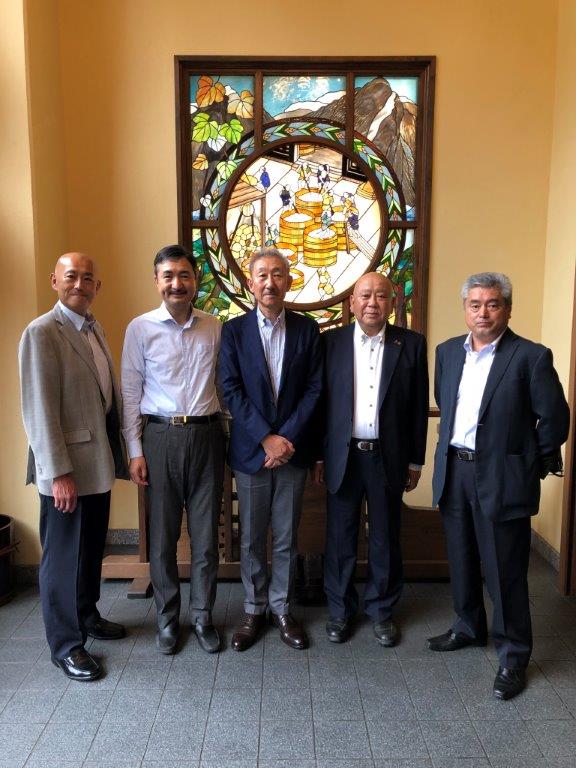
◆太田社長を交え、本日の参加者一同で記念撮影です。背景には古式ゆかしい酒造りの様子を描いたステンドグラスが。地元在住の作家の作品だそうです。
◆思いがけず特別室にお招きにあずかり、お待ちかねの試飲会が始まりました。もちろん太田社長直々の解説付きです。

◆この試飲用グラスは、世界的なソムリエの田崎伸也さん監修によるものです。一つひとつ少しずつデザインが異なるのですが、日本酒の味、香り、色味の微妙な違いを感じ取る上で、意味のある形状なのだそうです。

◆本日はこの四銘柄を堪能しました。いずれも大七酒造を代表する逸品ばかりです。上質なお酒と太田社長のトークに酔いしれた、素晴らしいひと時となりました。
七島 徹